
- 康洛吉散料处理解决方案
- 康洛吉储能泄爆解决方案
- 康洛吉机器人系统集成设备
- 康洛吉农业化学植物保护造粒干燥设备
- 康洛吉混合设备
- MSA**设备产品
- FPI工业过程分析及环境监测
- 德国ATEX阿泰克斯粉尘防爆设备
- 挪威Autronica火气检测系统
- 比利时StuvEX防爆与防火设备
- 美国RCS腐蚀产品监测设备
- 卢森堡ROTAREX罗达莱克斯灭火系...
- 意大利GM SISTEMI火花探测及...
- 西班牙ADIX安迪克斯抑制爆炸系统
- 备盈倍BS&B防爆**系统
- 贺尔碧格Newson Gale防爆静...
- 贺尔碧格hoerbiger防爆**系...
- 意大利Aircom爱科粉尘防爆设备
- 法国Stif斯缇福粉尘防爆设备
- 西班牙Adix安迪克斯隔爆阀抑制系统...
- 瑞士Rico瑞科爆炸隔离阀
- 意大利Control logic康洛...
- 意大利Control logic康洛...
- 意大利科恩除尘和防爆产品
- 美国Argus火花和金属探测以及回收...
- 美国Edwards爱德华消防报警系统
- 美国Kidde凯德厨房灭火和空气采样...
- 美国Marioff HI-FOG高压...
- 挪威纳斯克激光气体分析仪
- 德国Rembe认必泄压爆破片及隔离尘...
- 英国Amal阻火器
- 英国Marvac呼吸阀和紧急泄放阀以...
- 英国Marston防爆板和爆破片
- 美国ZOOK防爆板
- 瑞士Rico-Ventex隔爆阀
- 德国GreCon格雷康火花探测器以及...
- 德国Eltex埃尔特克斯防爆静电接地...
- 美国迪康气体检测设备
- 美国PAC实验室和在线分析仪器
- 奥德姆/安姆特仪器产品
- 美盛环境监测行业成套系统工程
- 美盛流体污染控制,过滤,分离净化产品
- 美国Norman不锈钢高压过滤器
- 美国施罗德过滤器以及过滤系统
- 韩国杜科给水设备以及泵系统
- 美国Cameron卡麦龙过程控制和阀...
- 美国BARTON测量仪器仪表
- 美国NUFLO仪表产品
- 美国clif mock采样设备和系统
- Caldon超声波技术产品
- 美国Cameron/Barton卡麦...
- 美国Pentail滨特尔油液净化设备...
- 韩国雷尊泰克REZONTECH火焰探...
- 韩国CSA Bestouch火焰探测...
- 科马特泰克色谱技术产品
- 英国爱丁堡Edinburgh ins...
- 欧美Cerex/AquaRead等进...
- 欧文凯利自控阀设备
- 德尔格Draeger**检测设备
- 美国Det-tronics火焰探测器...
产品详情
简单介绍:
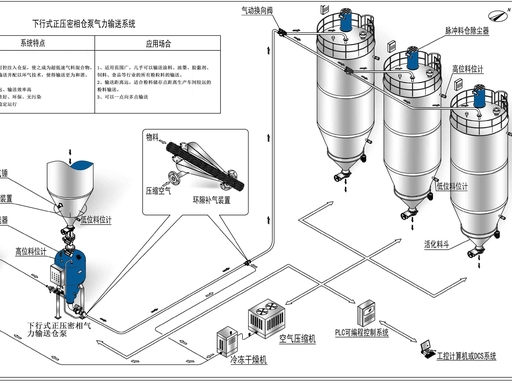
多仓泵对单仓式密相正压输送
多仓泵对单仓式密相正压输送,本系统一般采用空气压缩机作为气源,仓泵、高压旋转碌螺旋泵等作为供料装萱,物料由料仓落入供料装萱内,向输送系统管道内输入高压气体,让气体和物料充分混合,使物料流态化,然后在通过高压气流输送到末端收料仓,气体经分离装置过滤后排入大气,本系统适合多台仓泵同时或单独工作,向一处输送的工况。
详情介绍:
多仓泵对单仓式密相正压输送

多仓泵对单仓式密相正压输送,本系统一般采用空气压缩机作为气源,仓泵、高压旋转碌螺旋泵等作为供料装萱,物料由料仓落入供料装萱内,向输送系统管道内输入高压气体,让气体和物料充分混合,使物料流态化,然后在通过高压气流输送到末端收料仓,气体经分离装置过滤后排入大气,本系统适合多台仓泵同时或单独工作,向一处输送的工况。

产品介绍:
·流速低
·磨损性低
·破碎少
·能耗低
·连续输送
归纳与总结:
多仓对单仓密相正压输送系统(多上游储料仓 → 单台发送仓泵)
一、系统定义与适用场景
多仓对单仓 = 2~4 座独立原料储料仓(多物料 / 多批次)共用1 台密相发送仓泵完成高压密相输送,依靠进料切换分向阀实现不同物料轮换进料、一罐一送间歇输送。
适配你的锂电 / 精细化工多配方配料产线:多种主料分开仓储,共用一套高压输送主机,大幅削减仓泵、空压机、控制柜投资。
适配产能:1~16t/h,**匹配 3–5t/h、8–15t/h 中、小产能多物料生产线;20t/h 以上大产能建议增设**台仓泵。
多仓对单仓工艺示意图
二、完整设备组成清单
1. 上游多储料仓单元(2/3/4 仓可选)
每座储料仓标配:
- 锥底防架桥结构、仓壁气动振动器、高低料位计;
- 底部出料锁气设备:中高压旋转阀(0.4MPa 锁气稳流下料);
-
仓顶防爆脉冲除尘器、防静电接地、泄爆**组件;
多仓分别存放不同原料(如碳酸锂、磷酸铁锂、石墨、填充粉体)。
2. 进料切换分配单元(核心多仓切换部件)
每路储料仓出料旋转阀下方汇集至Y 型高压三通分向阀 / 多路四通分料阀:
- 阀门耐压 0.6MPa,球塞全通径无积料死角;
- 气动防爆执行器,带开 / 关到位限位反馈 PLC;
- 同一时间仅允许一路阀门打开进料,其余管路强制锁死互锁,杜绝混料窜料。
3. 核心主机:单台密相发送仓泵
容积 0.3~1.0m³,设计承压 0.8MPa,工作压力 0.4~0.5MPa;
标配阀组:顶部总进料口、排气平衡阀、底部陶瓷耐磨出料阀;内部陶瓷流化气化板、分层助吹气路。
4. 高压输送管路与末端分配
仓泵出料→主高压输送母管→末端一进两出三通分向阀,可切换输送至 1#/2# 配料缓冲仓(失重秤上游储仓)。
5. 公用气源系统
空压机→冷冻干燥机→三级精密过滤器→分三路调压供气:
- 仓泵流化气、输送气、吹扫气;
- 所有分向阀、旋转阀气缸驱动气;
- 除尘器脉冲反吹气、轴封保护气。
6. 防爆电气自控成套
1 台主 PLC 防爆控制柜、各储仓就地操作箱、压力 / 料位 / 阀门反馈采集、失重秤信号对接、MES 配方联动。
三、标准全自动轮换工作流程(以 2 仓 A/B 举例)
-
A 仓进料准备
PLC 判定切换阀导通 A 仓管路,B 仓分向阀完全关闭锁死;A 仓旋转阀启动,物料匀速送入仓泵罐体;排气阀打开平衡罐内气压。
-
A 料流化加压输送
料位满后关闭进料阀、排气阀;通入流化气使粉体流态化,罐压升至设定值;开启出料阀 + 输送气,密相低速推送 A 物料至目标配料仓;输送完成管道吹扫泄压。
-
切换至 B 仓进料循环
A 物料输送完毕泄压复位,PLC 自动切换分向阀至 B 仓通路;B 仓旋转阀启动下料,重复进料→加压→输送→吹扫整套循环;切换前强制吹扫仓泵腔体残料,防止 A、B 物料交叉混料。
-
多配方自动调度
MES 下发配方指令,系统自动匹配对应原料仓轮换输送频次与单次输送重量。
四、核心结构优势
1. 设备投资大幅节约
多物料共用 1 台仓泵、1 套空压机、1 套主控制柜;对比一仓一泵方案,主机硬件成本降低 40%~60%,管路、占地空间显著缩减。
2. 换料灵活、配方适配强
2~4 种主料一键程序切换,适配多品种小批量柔性生产;阀腔全抛光 + 吹扫设计,残料率<0.1%,贵重锂电粉料损耗极低。
3. 防爆运维简化
仅一套高压承压罐体需要年度探伤、阀门检修;相比多台仓泵并联,维保工时、易损件储备量减半。
4. 兼容原有后端配料体系
输送终点统一对接失重秤配料工段,后端多台失重秤不受前端多仓切换影响,储仓缓冲可抵消单仓泵间歇流量波动。
5. 密闭无尘**
全程正压密闭无外溢;整机统一 Ex d IIB T4 防爆标准,防静电跨接、泄爆、隔爆防护成套匹配粉体防爆规范。
五、关键工艺性能参数
表格
| 参数项目 | 标准 2 仓对单泵 | 3~4 仓多物料加强型 |
|---|---|---|
| 单泵稳定输送量 | 1~16t/h | 1~12t/h(多轮换降低小时产能) |
| 工作输送压力 | 0.40~0.45MPa | 0.45~0.50MPa(长距离>400m) |
| 固气比 | 40~70kg/m³ | 35~60kg/m³(频繁吹扫耗气略增) |
| 单次完整循环时长 | 3~6min | 4~8min(增加换料吹扫步骤) |
| 切换混料隔离 | 阀座高压吹扫 + 罐腔整体吹扫 | 多级分段吹扫 + 可选中间隔离料空吹步骤 |
| *大水平输送距离 | 600m | 500m(频繁切换阻力波动略大) |
六、全线完整工艺链路
多功能拆包机→多座独立原料储料仓→每仓配套中高压旋转锁气阀→多路进料分向切换阀→单台密相发送仓泵→高压输送母管→末端分配分向阀→配料储仓→双螺旋强制喂料→防爆失重秤精准配料→混炼 / 反应主机;全线扬尘点位汇入同一台防爆脉冲布袋除尘器,回收粉料循环回用。
七、物料适配优化方案
-
高粘性易架桥粉料(磷酸铁锂、炭黑)
储仓加大拍打振动功率;分向阀增设阀座持续吹扫气;仓泵锥段多层助吹气强化流化;
-
高磨蚀硬质粉料(金属粉、石英粉)
分向阀阀芯、仓泵出料阀、弯头整体陶瓷内衬;旋转阀叶片堆焊硬质合金;
-
易交叉污染高纯锂电 / 医药粉体
升级快拆式分向阀结构,可快速拆卸水洗;程序增加强制空吹隔离工序,换料前清空整段管路残料;
-
吸潮粉体
全线管路、仓泵增设保温伴热;压缩空气深度干燥露点≤-40℃。
八、PLC 智能联锁控制逻辑
-
多路互锁硬保护
任意一路进料分向阀打开时,其余各路阀门输出强制屏蔽,物理限位信号校验,杜绝双仓同时进料混料;
-
料位联动调度
某储仓低料位自动提升该仓旋转阀转速补料;储仓高料位则暂停对应仓进料,优先输送其他有余料原料;
-
换料吹扫时序
切换物料前自动执行 30~120s 管道 + 罐腔高压吹扫,吹扫时长可按物料粘性参数设定;
-
压力**保护
仓泵超压>0.6MPa 立刻泄压停机;管路堵管高压报警,全线锁死进料;
-
MES 配方联动
接收工单配比,自动计算各原料单次输送重量、轮换次数,累计消耗数据回传平台做批次追溯。
九、系统短板与使用限制
-
无法多物料同步输送
同一时间只能输送一种原料,多组分同步配比依赖后端多失重秤缓冲仓储料;同步大流量多组分场景不适用;
-
多仓轮换会小幅拉低小时产能
每一次物料切换增加吹扫、泄压等待时间,仓数越多,同等泵体容积下实际有效产能越低;
-
超远距离输送稳定性略弱于一仓一泵
频繁阀门切换带来微小压力波动,水平距离>600m 优先选用一仓一泵或双泵并联方案。
十、与双仓泵并联系统对比
表格
| 对比项 | 多仓对单仓系统 | 双仓泵并联(一仓一泵) |
|---|---|---|
| 设备投资 | 低(仅 1 台仓泵主机) | 高(2 套仓泵、阀组、气源) |
| 物料同步输送 | 不可同步,只能轮换 | 可双物料同步并行输送 |
| 小时产能上限 | 16t/h 以内 | 25t/h 以上大产能 |
| 换料混料风险 | 可控,依赖吹扫程序 | 几乎无混料风险,独立管路 |
| 占地面积 | 小,管路集中 | 占地面积大,双套输送管路 |
| 维保工作量 | 一套主机维保 | 两套泵体、阀组定期检修 |